滚丝机使用方法松开活动主轴座尾部的中心距调整手柄的锁紧螺母。牙位调整是指安装在两主轴上的滚丝轮的螺纹齿廓形状相对位置的调整,(也称乱扣调整)。支架上使用的支撑块上焊有硬质合金,并经平面磨磨削,要求硬质合金的表面应光洁、平直,支撑块的宽窄的选择与所加工的工件直径有关。
支撑块的高低依靠垫片来调整,实际操作以滚压时工件不上跳,螺纹不乱丝位置。滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并保证行程不变。脚踏滚压:将钢筋滚丝机滚压开关转到手动位置,活动滚丝轮可在脚踏开关控制下进行工作。

支架的调整:调整活动主轴座作进给到位。当滚丝轮与标准试件螺纹不完全吻合时,可摇动皮带轮轴,传动主轴,使两轴滚丝轮与标准试件螺纹完全吻合为止,后固定所有松开的地方。
而且在换新刀的过程中,带螺距的垫圈要按规定调整。滚丝机不调试就不能正常运行。除了剥肋刀片的维护外,还应更加注意滚筒。工件的长期磨削也是轧辊上的一种慢性磨损。如果不经常注意,轴轮的磨损只会越来越严重,只能买新的轴轮模具,要花很多钱。但如果定期保养中断,轴和轮的磨损肯定不会那么严重,是可以恢复的。
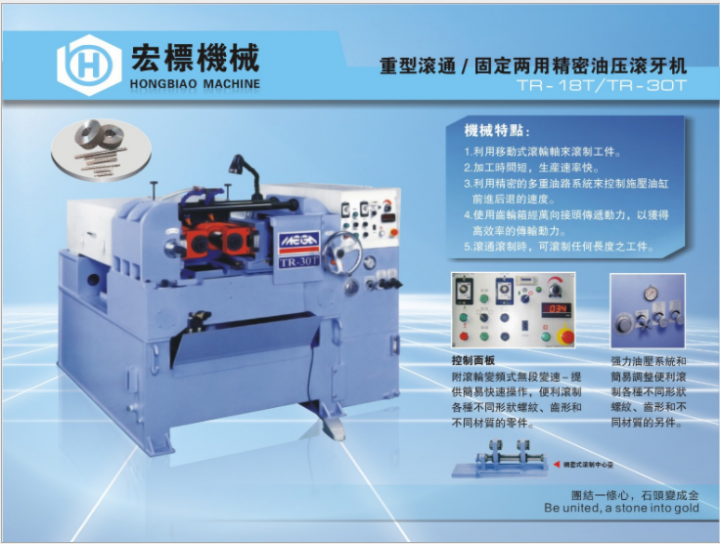
东莞宏标五金机械有限公司专业销售台湾原装进口滚丝机,滚牙机,各式滚牙轮,NC圆锯机,全自动油压带锯机,型钢倒角机,自动上料机;产品被各地航空及航天、汽车零配件制造加工业等不同领域客户广泛使用。公司立足于高起点的发展模式。在配合客户利用滚牙机加工各种精密电子螺杆,蜗杆牙,电机轴芯及各种五金轴芯方面已有多年的实践经验。另可根据广大客户的需求,可将滚牙机加装自动上下料装置,为客户排忧解难,达到节约成本,提高生产效率。全自动上料机可针对各种非标产品进行改装。适合加工标准螺纹,蜗杆牙,直花,各种轴芯和多段滚花。此产品得到了各界的一致好评。